- Рельефно-шлифовальный станок
- Оборудование для обработки металла
- Оборудование для производства мебели

- ФОРМАТНО-РАСКРОЕЧНЫЕ СТАНКИ
- ПИЛЬНЫЕ ЦЕНТРЫ С ЧПУ
- КРОМКООБЛИЦОВОЧНЫЕ СТАНКИ
- СВЕРЛИЛЬНО-ПРИСАДОЧНЫЕ СТАНКИ
- ФРЕЗЕРНЫЕ СТАНКИ С ЧПУ
- Станки с воздушным охлаждением
- Станки с токарной приставкой
- Станки с автоматической и полуавтоматической сменой инструмента
- Станки с наклоном шпинделя
- Многошпиндельные станки
- Токарные станки
- Серия ECO
- Серия Nesting
- Фрезерные станки с токарной приставкой
- Обрабатывающие центры с ЧПУ
- Оборудование для производства наружной рекламы
- WoodTec
- Настольные станки
- Станки с жидкостным охлаждением
- Beaver
- ВАКУУМНЫЕ ПРЕССЫ
- ЛАЗЕРНЫЕ СТАНКИ
- Окрасочные камеры
- Линии укутывания погонажа
- Усозарезные станки
- Шлифовальное оборудование
- ФОРМАТНО-РАСКРОЕЧНЫЕ СТАНКИ
- Деревообрабатывающее оборудование
- Дополнительное оборудование
- Инструменты и расходные материалы
Фрезерно-гравировальный станок Beaver NEST concept

СХЕМА ОБРАБОТКИ

НАЗНАЧЕНИЕ
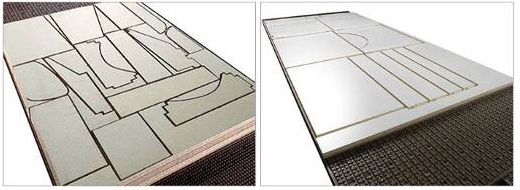
Данная автоматическая производственная линия предназначена для скоростного высококачественного смешанного раскроя полноформатных плитных материалов (ДСП, МДФ) посредством фрезерования с последующей присадкой технологических отверстий по технологии «NESTING».
ВИДЫ ОБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ
Древесина мягких и твердых пород; ДСП, ДВП, МДФ; композитные материалы ("Alucobond", "Dibond"); любые полистиролы (в том числе ПВХ и полистиролы с поликарбонатом); гетинакс; искусственный камень; цветной металл; акриловое стекло и оргстекло; модельный пластик.
ПРЕИМУЩЕСТВА ТЕХНОЛОГИИ «NESTING» ДЛЯ МЕБЕЛЬНЫХ ПРОИЗВОДСТВ
В последние годы все больше отечественных предприятий приобретают обрабатывающие центры для работы по технологии «NESTING». Действительно, данная технология имеет ряд преимуществ. В классическом варианте процесса производства мебели плитный материал сначала обрабатывается на форматно-раскроечном оборудовании, затем на сверлильно-присадочном, тогда как при технологии «NESTING»:
• Раскрой и сверление проводятся на одном станке за один проход. За счет меньшего количества рабочих операций существенно сокращается время изготовления деталей и дополнительные издержки на транспорт и хранение. К тому же оптимизация раскроя широкоформатных плит позволяет экономить сырье. Расположение деталей относительно друг друга на одном листе имеет большое значение, особенно при производстве деталей разной формы. Исчезает необходимость предварительно раскраивать лист на полосы, а при изготовлении деталей сложной формы не обязательно раскраивать лист на прямоугольные заготовки;
• Отсутствие человеческого фактора в данном случае положительно влияет на точность и качество выполняемых операций, вероятность погрешности и ошибки станка очень мала;
• При использовании технологии «NESTING» сокращается срок изготовления комплекта мебели, существенно увеличивая производительность предприятия;
Конечно, целесообразность и эффективность использования технологии «NESTING» зависит от специфики конкретного производства. Определяющими факторами выбора оборудования для технологии «NESTING» или традиционного производства будут являться производимое количество изделий, их серийность или индивидуальность, необходимость оптимизации раскроя и гибкого производственного процесса. Данные станки представляют интерес как для производителей лестниц, окон, дверей, кухонной мебели, где требуется обработка фасадов сложных форм, так и для компаний, занимающихся изготовлением фигурных декоративных изделий из пластмассы, легкого металла, композитных материалов из алюминия, напр. алюкобонда, или массива древесины.
На сегодняшний день станкостроительные компании предлагают достаточно широкий выбор оборудования для работы по технологии «NESTING» различного уровня сложности и технических возможностей и соответственно стоимости. Beaver предлагает самое доступное решение по применению данной технологии на мебельном производстве выпустив серийную автоматическую линию с ЧПУ для работы по данной технологии Beaver «NEST concept».
Основу конструкции линии составляет мощный портальный обрабатывающий центр, скорости обработки на котором достигают следующих значений по оси X = 80 м/мин, по оси Y = 80 м/мин, по оси Z = 25 м/мин. Линейные направляющие обеспечивают высочайшую точность и долгий срок эксплуатации. Матричный стол с широкими и глубокими пазами был специально разработан для данной технологии и характеризуется оптимальным распределением вакуума.
Для процесса обработки на рабочий стол фиксируется воздухопроницаемая подложка из МДФ, которая в данном случае является защитной панелью. Панель служит в качестве всасывающей поверхности и опоры для обрабатываемых заготовок. После обрабатывания примерно 6 – 10 различных нестинговых планов для удаления неровностей и сохранения равномерного распределения вакуума необходимо отфрезеровать поверхность быстроизнашивающейся подложки.
Числовое программное управление (ЧПУ) является неотъемлемой составной частью станка. В комплектацию автоматической линии Beaver «NEST concept» входит современная стойка управления «OSAI» имеющая ряд неоспоримых преимуществ для эффективной обработки и удобства в эксплуатации.
На эффективность использования технологии «NESTING» влияют конкретные условия работы мебельного производства. Так, технология может успешно применяться на мелких и средних предприятиях, которым нецелесообразно иметь на своем производстве многочисленный машинный парк. Для крупных предприятий подобное оборудование выгодно отличается высокой производительностью при большом объеме выпуска продукции. Технология «NESTING» может использоваться при сложной фрезерной обработке деталей. Это обусловлено в первую очередь возможностью проведения большого числа операций на одном обрабатывающем центре с получением готовой детали и увеличением полезной площади заготовок. Незаменима данная технология и при воплощении сложных дизайнерских проектов, при работе с заготовками сложной непрямоугольной формы.
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ
"2D-ОБРАБОТКА"

Раскрой ДСП и МДФ по технологии «NESTING»
"3D-ОБРАБОТКА"

Технические характеристики
Модель | Beaver «NEST concept» |
Размеры вакуумного стола, мм | 2100 х 2850 |
Размеры зоны обработки X и Y, наибольшие, мм | 2100 х 2850 |
Перемещение шпинделя по оси Z, мм | 200 |
Точность позиционирования X, Y, Z | 0,01 |
Тип стола | Вакуумный |
Тип привода X, Y | Шестерня-рейка (косозубая) |
Тип привода Z | Шарико-винтовая передача |
Тип электродвигателей перемещения портала, суппорта и шпинделя | Серводвигатель |
Максимальная скорость свободного перемещения по X, Y, м/мин | 0 — 80 |
Максимальная скорость перемещения по X, Y при обработке, м/мин* | 0 — 25* |
Максимальная скорость свободного перемещения по Z, м/мин | 0 — 25 |
Система смены инструмента | Автоматическая |
Посадочный диаметр инструмента, (цанга ER32), мм | 2 — 26 |
Мощность шпинделя, кВт | 9,6 (HSD, Италия) |
Частота вращения шпинделя, об/мин | 0 — 24000 |
Мощность сверлильно-присадочной головы, кВт | 1,7 |
Частота вращения присадочных шпинделей, об/мин | 6000 |
Количество вертикальных присадочных шпинделей, шт | 9 |
Требуемое давление воздуха, кг/см2 (не более) | 8,0 |
Общая установленная мощность, кВт | 35 |
Напряжение, В | 380 |
Частота тока, Гц | 50 — 60 |
Производительность вакуумного насоса, м3/час | 250 х 2 |
Мощность вакуумного насоса, кВт | 5,5 х 2 |
Операционная система | OSAI |
Габаритные размеры, мм (длина х ширина х высота) | 9600 х 2270 х 2300 |
Масса брутто, кг | 6000 |
*данное значение зависит от множества факторов, таких как обрабатываемый материал, инструмент, глубина фрезерования и т.д.
Конструктивные особенности
 | ЦЕЛЬНОСВАРНАЯ МАССИВНАЯ СТАНИНА Выполнена из толстостенных профилей прямоугольного сечения толщиной 10 мм, что обеспечивает высокую степень жесткости конструкции станка, устойчивость к статическим и динамическим нагрузкам, поглощает вибрации при работе. Высокая геометрическая точность фрезерованных площадок под направляющие достигается за счет технологической возможности обработки станин за одну установку на металлообрабатывающих центрах с ЧПУ. Это дает возможность получить гарантированно высокую точность и качество при обработке заготовок любых размеров. |
 | МАССИВНЫЙ СТАЛЬНОЙ ПОРТАЛ Изготовлен из толстостенных профилей прямоугольного сечения толщиной 8 мм (усиленных до 16 мм в местах сопряжений), что обеспечивает высокую степень жесткости портала станка, устойчивость к статическим и динамическим нагрузкам. Высокая геометрическая точность фрезерованных площадок под направляющие достигается за счет технологической возможности обработки порталов за одну установку на металлообрабатывающих центрах с ЧПУ. За счет данной конструкции, возможно получить гарантированно высокую точность и качество при обработке заготовок практически из любых материалов на предельно возможных максимальных скоростях обработки. |
 | УСИЛЕННАЯ КОНСТРУКЦИЯ ОПОР ПОРТАЛА Увеличена базовая опорная площадка, и теперь она имеет «Т» образную форму с двумя дополнительными крепежными болтами (теперь отверстий стало шесть вместо четырех). В ходе данных изменений значительно увеличилась жесткость портала, а также выросла на 70% устойчивость к деформациям. |
 | УСИЛЕННАЯ КОНСТРУКЦИЯ ШПИНДЕЛЬНОЙ ПЛОЩАДКИ В целях снижения уровня вибраций во время обработки проведена модернизация шпиндельной площадки. Увеличено сечение литой конструкции, добавлены дополнительные ребра жесткости, а также установлены усиленные направляющие и ШВП. Данная модернизация повысила скоростные характеристики особенно во время обработки с трехосевой интерполяцией. |
 | ВАКУУМНЫЙ СТОЛ Вакуумный стол изготавливается из цельных листов упрочненного гетинакса (специального композитного материала на основе фенольных смол и синтетических волокон). В данной конструкции отсутствуют какие-либо переклейки, что гарантирует стабильность работы вакуумного стола на протяжении всего срока службы оборудования. Стандартный шаг ячейки матричного стола позволяет закреплять заготовку без дополнительных устройств через подложку. |
 | ГИДРАВЛИЧЕСКИЙ ЗАГРУЗОЧНЫЙ СТОЛ НОЖНИЧОГО ТИПА Специальная усиленная конструкция подъемного гидравлического стола позволяет работать с тяжелыми пачками плитных материалов (ДСП, МДФ). Стол оснащен специальными вырезами для возможности использования погрузчика для загрузки. Высота подъема стола контролируется в автоматическом режиме при помощи сенсорных датчиков, которые в свою очередь, переедают сигнал в стойку ЧПУ для изменения положения стола. |
 | АВТОМАТИЧЕСКИЙ ВАКУУМНЫЙ ПОДЪЕМНИК
|
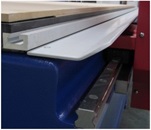
 | ВСПОМОГАТЕЛЬНЫЙ РОЛИКОВЫЙ СТОЛ Для предотвращения повреждения декоративного покрытия листового материала во время загрузки в рабочую зону станка установлен специальный роликовый стол, по которому происходит перемещение листа. |
 | ПНЕВМАТИЧЕСКИЕ УПОРЫ ДЛЯ ЦЕНТРИРОВАНИЯ И БАЗИРОВАНИЯ ЗАГОТОВОК
|
 | ПНЕВМАТИЧЕСКИЕ БОКОВЫЕ ОГРАНИЧИТЕЛИ После завершения операции раскроя и присадки детали, при помощи портального толкателя, в автоматическом режиме сталкиваются на приемный стол. По краям станка установлены боковые пневматические ограничительные планки препятствующие смещению деталей во время операции сталкивания на рабочий стол. Ограничительные планки выдвигаются в автоматическом режиме и после завершения операции опускаются обратно не препятствую свободной обработке. |
 | ПРИЕМНЫЙ СТОЛ (ЛЕНТОЧНЫЙ КОНВЕЙЕР) После завершения операции раскроя и присадки детали, при помощи портального толкателя, в автоматическом режиме сталкиваются на приемный стол. Стол представляет собой широкий ленточный конвейер, оснащенный специальными датчиками, которые включают движение ленты, как только детали попадают на стол. По краям стола установлены бортики препятствующие смещению деталей со стола. |
 | ВЫСОКОТОЧНЫЕ ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ ПОВЫШЕННОЙ ЖЕСТКОСТИ «THK» (ЯПОНИЯ) За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения портала, суппорта и высокооборотного шпинделя по осям X, Y и Z. Достигается высокая точность обработки и долговечность работы станка без потери точности. Станки Beaver — единственные станки для деревообработки, на которые устанавливаются направляющие premium класса «THK». |
 | СИСТЕМА КАРТРИДЖНОЙ СМАЗКИ НАПРАВЛЯЮЩИХ «THK-LACS» (ЯПОНИЯ) Позволяет обеспечить необходимую смазку направляющих по осям перемещения X, Y, Z, при этом количество смазочного материала четко дозировано и расходуется в минимальном количестве. Данная картриджная система позволяет значительно снизить время на обслуживание станка и риск повреждения направляющих за счет недостаточного или избыточного количества смазочного материала. Самосмазывающиеся подшипники THK способны работать до 5000 км без обслуживания. Превосходная защита от пыли, особенно в производстве мебели и деревообработке. |
 | КОСОЗУБЫЕ ПЕРЕДАЧИ ШЕСТЕРНЯ — РЕЙКА ПО ОСЯМ X — Y «WMH-Herion» (Германия) В отличие от передач с прямыми зубьями, косые входят в зацепление постепенно, а не сразу по всей длине. Косозубое зацепление не имеет зоны однопарного зацепления. В прямозубой передаче нагрузки на зубья прикладывается мгновенно. Зубья в косозубых передачах нагружаются постепенно по мере захода их в зону зацепления, в зацеплении всегда находится как минимум две пары зубьев. Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением. Использование косозубых передач в конструкциях фрезерных станков с ЧПУ «Beaver» позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели. |
 | ФАРТУКИ ДЛЯ ЗАЩИТЫ НАПРАВЛЯЮЩИХ Имеют специальную форму и изгиб предотвращающий попадание обрезков и пыли на направляющие в процессе обработки. |
 | СЕРВОДВИГАТЕЛИ «YASKAWA» (ЯПОНИЯ) Установленные на каждом узле для перемещения по осям X, Y и Z, обеспечивают высокоточное позиционирование шпинделя (до 0,01мм) в соответствии с заданной программой при высокой скорости перемещения до 80 м/мин. Данные серводвигатели хорошо зарекомендовали себя высокой степенью надежности и стабильности даже при работе в тяжелых производственных условиях. Данный тип серводвигателей используется на высокоскоростных станках тяжелой серии, в том числе и на пятиосевом оборудовании. |
 | ПЛАНЕТАРНЫЕ РЕДУКТОРЫ «SHIMPO-NIDEC» (ЯПОНИЯ) ПО ОСЯМ: X, Y Изменение конструкции узла передачи крутящего момента с ременной передачи на планетарные редукторы Shimpo позволили значительно улучшить показатели оборудования, а именно: — Реализовать большие удельные мощности при обеспечении высокой нагрузочной способности и минимальных габаритах привода; — Получить гораздо более высокий КПД; — Облегчить конструкцию, т.к. данные редукторы вдвое компактней и в три раза легче редукторов других типов, имеющих аналогичные характеристики; — Уменьшить время на техническое обслуживание оборудования, т.к. данные редукторы не требуют обслуживания и настройки в течение всего срока эксплуатации. |
 | ПРОМЫШЛЕННЫЙ ЭЛЕКТРОШПИНДЕЛЬ ФИРМЫ «HSD» (ИТАЛИЯ) За счет высокой частоты вращения (24000 об/мин) и большой мощности (9 кВт) обеспечивает обработку деталей из древесины больших габаритных размеров, а также ДСП, МДФ, пластика, акрилового стекла и других материалов для изготовления мебели, дверей, элементов лестниц и окон, рекламной и сувенирной продукции с высоким качеством. Охлаждение двигателя принудительное от вентилятора, работающего независимо от режимов работы станка. Позволяет использовать его даже в условиях повышенных температур, при работе на низких оборотах, не опасаясь повреждений из-за перегрева. В шпинделе установлены необслуживаемые керамические подшипники, рассчитанные на работу в тяжелых условиях. |
 | СВЕРЛИЛЬНОПРИСАДОЧНАЯ ГОЛОВА «CEG, HSD» (ИТАЛИЯ)
|
 | ДАТЧИК ИЗМЕРЕНИЯ И КАЛИБРОВКИ ДЛИНЫ ИНСТРУМЕНТА Обеспечивает существенную экономию времени и уменьшение времени простоя станка за счет: — высокой точности измерения длины инструмента; — автоматизации расчета и ввода коррекции на инструмент; Это приводит к отсутствию ошибок, связанных с неточными действиями оператора и снижению объема брака. |
 | БАРАБАННЫЙ МАГАЗИН АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА Система автоматической смены инструмента с барабанным магазином на 8 патронов ISO30 (8 шт. поставляются в комплекте). Максимальный диаметр хвостовика инструмента под цангу ER32 до 20 мм. Данная система, в отличие от линейной системы смены инструмента располагается непосредственно на портале станка, что обеспечивает быстроту смены инструмента. |
 | ИНСТРУМЕНТАЛЬНЫЕ ПАТРОНЫ Инструментальные патроны ISO30 (8 шт. поставляются в комплекте). Максимальный диаметр хвостовика инструмента под цангу ER32 до 20 мм. |
 | ШКАФ УПРАВЛЕНИЯ Шкаф управления — самый основной элемент станка и от его надежности зависит дальнейшая стабильная работа станка. Стойка ЧПУ станков Beaver оснащена комплектующими ведущих мировых производителей (Delta, Schneider, Omron, Telemecanique, Siemens), скомпонована в отдельный блок, изолированный от вибраций, перегрева и других внешних воздействий. Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля и обслуживания. |
 | СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ «OSAI» (ИТАЛИЯ) Одна из самых доступных и надежных систем управления. Успешно устанавливается и эксплуатируется на пятиосевом оборудовании ведущих мировых производителей, таких как: Bacci, PADE, GREDA. Полная поддержка 3D, 4D и 5D-обработки, возможность редактировать и создавать программы непосредственно у станка, простой и понятный графический интерфейс системы обеспечивают высокую производительность и качество получаемой продукции, малое время настройки и легкость в управлении. |
 | ПУЛЬТ УПРАВЛЕНИЯ Удобный и эргономичный пульт управления, предназначен для управления станком в ручном режиме. Значительно облегчает работу оператора во время настройки станка, а также снижает риск повреждения оборудования в процессе обработки. |
 | ЧАСТОТНЫЙ ПРЕОБРАЗОВАТЕЛЬ ФИРМЫ «DELTA» (ТАЙВАНЬ) Предназначен для управления приводами, где требуется высокая точность регулирования скорости и широкий диапазон управления. Они обеспечивают достижение максимального момента на валу двигателя и возможность прямого управления этим моментом. |
 | ПРОГРАММИРУЕМЫЕ ЛОГИЧЕСКИЕ КОНТРОЛЛЕРЫ (ПЛК) «OMRON» (ЯПОНИЯ) Компактные промышленные контроллеры «Omron» для управления оборудованием обладают всеми функциями, которые необходимы для управления станками и другим оборудованием, включая прекрасно реализованную функцию позиционирования. С успехом используются на всех станках Beaver и отлично зарекомендовали себя как высоконадежное и стабильное электрооборудование. |
 | ЭЛЕКТРОКОМПОНЕНТЫ СТОЙКИ «SCHNEIDER» (ГЕРМАНИЯ) |
 | ПРОМЫШЛЕННЫЕ СИСТЕМЫ ЗАПУСКА Промышленные системы запуска и выключения электросистем станка надежно защищены от внешних воздействий и имеют класс защиты соответствующий работе на промышленных предприятиях. Гарантирована исправная работа во время всего срока службы оборудования. |
 | СИСТЕМА ПРИНУДИТЕЛЬНОГО ОХЛАЖДЕНИЯ СТОЙКИ ЧПУ Система принудительного охлаждения в передней и задней части стойки позволяет всем управляющим компонентам работать в нормальном режиме, даже в условиях повышенных температур. |
 | ВАКУУМНЫЙ НАСОС «BECKER» (ГЕРМАНИЯ) Производительный пластинчато-роторный безмасляный насос известного производителя («Becker», Германия) обеспечивает надежную фиксацию деталей и долгий срок службы оборудования. Вакуумные насосы «Becker» используют многие ведущие производители оборудования такие как: HOMAG-Weeke, Biesse, Bacci, Uniteam, Sahos и т.д. |
 | КРОНШТЕЙН ДЛЯ ФИКСАЦИИ ИНСТРУМЕНТАЛЬНОГО ПАТРОНА ISO30 Значительно увеличивают скорость и упрощают процесс замены инструмента в инструментальном патроне, снижая риски его повреждения и падения, а также недостаточного усилия затягивания инструмента в цанге. |
 | ЗАЩИТНЫЕ КАБЕЛЕУКЛАДЧИКИ Обеспечивают защиту кабелей от внешних повреждений (защищает от механических повреждений при падении габаритных обрезков), что увеличивает ресурс работы станка и повышает уровень безопасности на производстве. |
 | СИСТЕМА ПОДГОТОВКИ СЖАТОГО ВОЗДУХА Позволяет обеспечить необходимое качество сжатого воздуха на входе в станок, т.е. отделить влагу, которая оказывает негативное воздействие на пневматические системы станка и в целом на долговечность всего оборудования. |
 | АСПИРАЦИОННЫЕ КОЖУХИ НА ФРЕЗЕРНЫЙ ШПИНДЕЛЬ И ПРИСАДОЧНУЮ ГОЛОВУ Позволяют локализовать зону обработки для обеспечения высокоэффективного пылеудаления. Специализированые заслонки в автоматическом режиме активируют аспирационные зоны, в зависимости от производимой обработки, что значительно снижает потери силы всасывания и позволяют использовать аспирационные установки меньшей мощности. |
 | ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА АСПИРАЦИОННОЙ ПОДГОТОВКИ Станок оборудование централизованной системой подготовки к подключению аспирационной установки. Специализированые заслонки в автоматическом режиме активируют аспирационные зоны, в зависимости от производимой обработки, что значительно снижает потери силы всасывания и позволяют использовать аспирационные установки меньшей мощности. |
 | ЗАЩИТНЫЙ КОЖУХ НА ПОРТАЛ Позволяет обеспечить необходимый уровень безопасности во время работы на станке. Кожух оборудован удобными съемными панелями для удобства доступа при техническом обслуживании. |
 | ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА ПОДГОТОВКИ К ОЧИСТКЕ ЗАГОТОВОК И ПРИЕМНОГО СТОЛА
|
 | ЛИЦЕНЗИОННОЕ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ «ROUTER 8» и «EXCICAM» Основное назначение системы: — Построение или импорт математической модели изделия — Создание управляющих программ для изготовления изделия на станках с ЧПУ Данная система полностью адаптирована ко всей линейке станков Beaver и имеет ряд удобных инструментариев, а это: |
 | ЯЩИК ДЛЯ ИНСТРУМЕНТА Эргономичный инструментальный ящик, включающий набор фрез и цанг, набор ключей. |



