- Рельефно-шлифовальный станок
- Оборудование для обработки металла
- Оборудование для производства мебели

- ФОРМАТНО-РАСКРОЕЧНЫЕ СТАНКИ
- ПИЛЬНЫЕ ЦЕНТРЫ С ЧПУ
- КРОМКООБЛИЦОВОЧНЫЕ СТАНКИ
- СВЕРЛИЛЬНО-ПРИСАДОЧНЫЕ СТАНКИ
- ФРЕЗЕРНЫЕ СТАНКИ С ЧПУ
- Настольные станки
- Станки с жидкостным охлаждением
- Станки с воздушным охлаждением
- Станки с токарной приставкой
- Станки с автоматической и полуавтоматической сменой инструмента
- Станки с наклоном шпинделя
- Многошпиндельные станки
- Токарные станки
- Серия ECO
- Серия Nesting
- Фрезерные станки с токарной приставкой
- Обрабатывающие центры с ЧПУ
- Оборудование для производства наружной рекламы
- WoodTec
- Beaver
- ВАКУУМНЫЕ ПРЕССЫ
- ЛАЗЕРНЫЕ СТАНКИ
- Окрасочные камеры
- Линии укутывания погонажа
- Усозарезные станки
- Шлифовальное оборудование
- ФОРМАТНО-РАСКРОЕЧНЫЕ СТАНКИ
- Деревообрабатывающее оборудование
- Дополнительное оборудование
- Инструменты и расходные материалы
Подписка на рассылку
Подпишитесь на новости и будьте в курсе всех событий
[contact-form-7 404 "Not Found"]Мы вновь решили порадовать тех, кто планирует связаться с нами
[contact-form-7 404 "Not Found"]
Кромкооблицовочный станок ZaiTec zt-280
Главная / Каталог / Оборудование для производства мебели / КРОМКООБЛИЦОВОЧНЫЕ СТАНКИ / Кромкооблицовочный станок ZaiTec zt-280

НАЗНАЧЕНИЕ:
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
| СХЕМА ОБРАБОТКИ ДЕТАЛИ: | |||
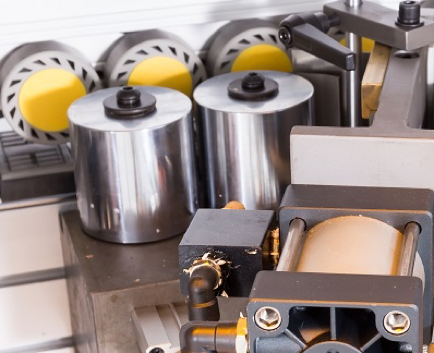
| Подача кромки | Инфракрасная лампа нагрева заготовки | Клеевой узел | Пресс-группа |
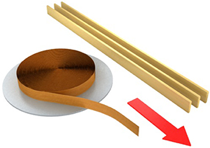 |  | 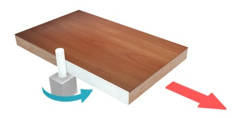 |  |
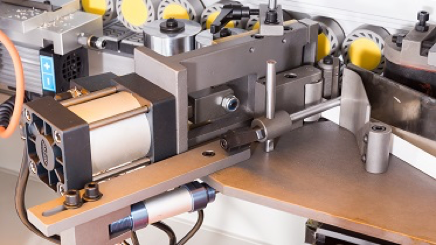
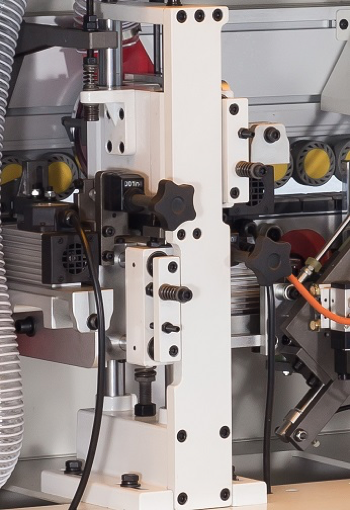
| Узел 2-х моторной торцовки | Чистовой узел фрезерования свесов | Узел радиусной циклевки | Полировальный узел |
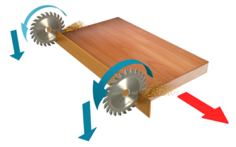 | 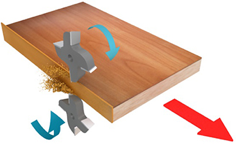 | 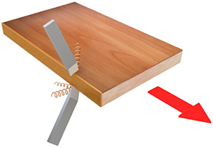 | 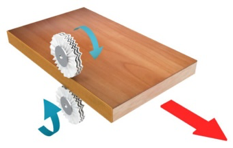 |
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
- Узел 2-ух моторной торцовки с системой аспирации;
- Профессиональное исполнение узлов;
- Автоматическая система измерения толщины заготовки;
- Система определения интервала подачи заготовки;
- Пульт управления Touch SCREEN;
- Скорость подачи: 13 м/мин.
Технические характеристики
| Размеры детали кромки | Толщина кромочного материала, мм | 0,4 — 2 |
| Толщина детали, мин/макс, мм | 10 — 50 | |
| Габариты детали, длина/ширина, мин, мм | 120 х 50 | |
| Торцовка | Пилы торцовки, мм | ø104 х 22 Z30 |
| Мощность двигателей торцовки, мм | 2 х 0,35 | |
| Обороты двигателя/частота, об/мин/Гц | 12 000 / 200 | |
| Диаметр патрубка аспирации, мм | 100 | |
| Фрезерование свесов | Мощность двигателей, об/мин | 2 х 0,75 |
| Обороты двигателя/частота, об/мин/Гц | 12 000 / 200 | |
| Диаметр патрубка аспирации, мм | 100 | |
| Полировка | Мощность двигателей полировки, кВт | 2 х 0,37 |
| Обороты двигателя/частота, об/мин/Гц | 1400 / 50 | |
| Диаметр кругов, мм | 150 / 22 | |
| Подача | Скорость подачи, м/мин | 13 |
| Мощность двигателя подачи, кВт | 1,5 | |
| Обороты двигателя/частота, об/мин/Гц | 1420 / 60 | |
| Мощность | Общая мощность станка, кВт | 8,1 |
| Напряжение, В | 380 | |
| Габаритные размеры | Длина, мм | 2620 |
| Ширина, мм | 750 | |
| Высота, мм | 1530 | |
| Вес, кг | 900 |
Конструктивные особенности
 | БАЗОВАЯ СТАНИНА
|
 | ПРОФЕССИОНАЛЬНАЯ СБОРОЧНАЯ ЛИНИЯ
|
 | КОНТРОЛЬ КАЧЕСТВА
Помогают получить гарантию, что готовые станки, которые завод производит, имеет высокий уровень качества. |
 | ПРИЖИМНАЯ БАЛКА
|
 | КОНВЕЙЕР
|
 | УСТРОЙСТВО ПОДАЧИ
|
 | ИНФРАКРАСНАЯ ЛАМПА НАГРЕВА
|
 | КЛЕЕВОЙ УЗЕЛ
|
 | ГИЛЬОТИНА Встроенная гильотина на пневматическом цилиндре с электрическим переключателем, рассчитан для высокой производительности. |
 | ПРЕСС ГРУППА
|
 | УЗЕЛ ТОРЦОВКИ
|
 | ЧИСТОВОЙ УЗЕЛ ФРЕЗЕРОВАНИя СВЕСОВ
|
 | УЗЕЛ РАДИУСНОЙ ЦИКЛЕВКИ
|
 | ПОЛИРОВАЛЬНЫЙ УЗЕЛ
|
 | БЛОК ПОДГОТОВКИ ВОЗДУХА
|
 | ЭЛЕКТРОВЫКЛЮЧАТЕЛИ
|
| ЭЛЕКТРОКОМПОНЕНТЫ
|
 | СИСТЕМА УПРАВЛЕНИЯ
|


Добавить отзыв