

































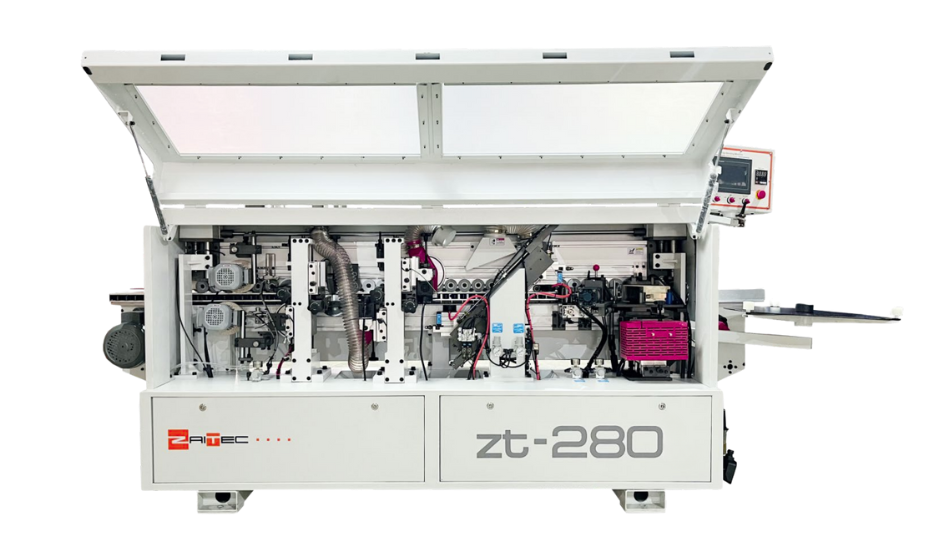
Кромкооблицовочный станок ZaiTec 280 NEW
















Краткие характеристики
- Скорость подачи, м/мин: 13
- Мощность, кВт: 8,1 кВт
- Вес, кг: 900
Все характеристики

В наличии
Доставка и шеф-монтаж 
Стоимость включает проведение пуско-наладочных работ в пределах Алматы. Дополнительные расходы, связанные с выездом мастера-наладчика за пределы города, не включены в стоимость. Место передачи оборудования - Алматы, Айнабулак, 56В. Доставка по городу Алматы бесплатна, при отправки в другие города, логистика осуществляется через транспортную компанию, выбранную клиентом, и оплачивается дополнительно.
3 500 000
Заказать
Технические характеристики
Описание
Отзывы
Видео
| Скорость подачи, м/мин | 13 |
| Мощность, кВт | 8,1 кВт |
| Вес, кг | 900 |
| Габаритные размеры, мм (длина х ширина х высота) | 2620*750*1530 |
| Толщина кромочного материала, мм | 0,4-3 мм. |
| Толщина панели, мм | 10-50 мм. |
| Мин. размеры обрабатываемой детали, мм | 160*90 |
| Мощность двигателей торцовки, кВт | 2*0,35 |
| Обороты двигателя чистовой торцовки, об/мин | 12000 |
| Мощность двигателей фрезерного узла - 2 шт., кВт | 2*0,75 |
| Обороты двигателей фрезерного узла, об/мин | 12000 |
| Питающее напряжение, В | 380 |
| Полировальный узел - мощность, кВт | 2*0,37 |
НАЗНАЧЕНИЕ
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
СХЕМА ОБРАБОТКИ

- Пресс группа и клеевая ванна
- 2-х моторная торцовка
- Узел радиусного фрезерования свесов
- Узел радиусного циклевания (на стойке)
- Форсунки подачи очищающей жидкости
- Полировальный узел
ОСОБЕННОСТИ
- Встроенное управление по путевым точкам для бесконтактного управления агрегатами
- Станок оснащен инфракрасной лампой нагрева торца заготовки
- Индивидуальный частотный преобразователь для каждого рабочего узла
- Освещение в защитной кабине станка
- Узел подачи очищающей жидкости перед полировкой
- Усиленный узел радиусного циклевания
- Регулировка передних и задних свесов кромки с панели управления.
КОНСТРУКТИВНЫЕ ПРЕИМУЩЕСТВА

|
УПРАВЛЕНИЕУправление станком осуществляется с помощью специального пульта оборудованным промышленным дисплеем с системой «Touch screen». Значки включения/выключения узлов и агрегатов на дисплее интуитивно понятны и не требуют специальных навыков для работы на станке. |

|
КОНВЕЙЕРДолговечная и надежная конструкция конвейера. Износостойкие башмаки в сочетании с резиновыми прижимными роликами обеспечивают точное перемещение заготовок. Смазка ЕР0 и ЕР2. • Мощность: 1,5 кВт; • Частота: 60 Гц; • Скорость вращения: 1420 об/мин. |

|
БЛОК ПОДГОТОВКИ ВОЗДУХАРегулировка давления и точный контроль подачи воздуха. Состоит из резервуара с маслом (пневматическое НО-32Р) для смазки системы масляным туманом, фильтра тонкой очистки и блока контроля распределения. Необходимое давление 6-8 bar. Диаметр пневмотрубки 12 мм (основной) и 8 мм (жидкости). |

|
УСТРОЙСТВО ПОДАЧИСистема определения интервала подачи заготовки - предназначена для фиксированного расстояния между заготовками для повышения производительности и обеспечения стабильной работы каждого узла. Автоматическая система измерения толщины заготовки - если толщина панели превышает заданную, то станок автоматически останавливается. |

|
ИНФРАКРАСНАЯ ЛАМПАУлучшает качество приклейки кромки к детали. В два раза эффективней в сравнении с нагревом торца заготовки при помощи ТЭНа на планке подачи станка. Рабочая температура инфракрасной лампы около 100 °С. Мощность лампы: 1,7 кВт. Особо актуальна в зимний период времени. |

|
КЛЕЕВОЙ УЗЕЛКлассическое расположение клеевой ванны ниже относительно клеенаносящего вала. Клеевой бачок имеет тефлоновое покрытие, которое предотвращает пригорание клея к стенкам бачка. Бачок предназначен клей-расплава EVA с емкостью около 4 л. Чувствительная регулировка подачи клея для того, чтобы обеспечить рациональное использование клея. |

|
ДАВЛЕНИЕ НА ПРЕСС ГРУППЕЗадается с помощью пневматики, что гарантирует равномерное распределение усилий на кромку во время приклеивания. Узел имеет 2 прижимных ролика. 2 из которых имеют разный конус, что обеспечивает распределение усилия прижима по толщине детали. Ролики имеют дополнительные ножи для удаления излишков клея. |

|
УЗЕЛ ТОРЦОВКИОснащен двумя высокочастотными электродвигателями. Перемещение пильных узлов осуществляется по специальным линейным направляющим. Узел оснащен системой автоматической смазки направляющих, а также собственным аспирационным патрубком. Мощность: 0,35 кВт; Частота: 200 Гц; Скорость вращения: 12 000 об/мин; 2 пилы Ø104 х 22 Z30. |
 
|
УЗЕЛ РАДИУСНОГО ФРЕЗЕРОВАНИЯСостоит из двух высокочастотных электродвигателей, оснащенных радиусными фрезами, которые позволяют обрабатывать кромочный материал толщиной 0,4 – 3,0 мм. Деталь отслеживается с помощью больших круглых копиров, эта конструкция предотвращает появление брака во время фрезеровки. • Мощность: 0,75 кВт; • Частота: 200 Гц; • Скорость вращения: 12 000 об/мин; Перенастройка на толщину кромочного материала с помощью счетчиков. На каждом двигателе установлены фрезы R2. |

|
РАДИУСНАЯ ЦИКЛЯУзел радиусного циклевания оснащен двумя твердосплавными радиусными ножами, которые после фрезеровки кромки снимают тонкий слой с отфрезерованной части кромки, в результате мы получаем ровную обработанную поверхность. Данный узел имеет более тяжелую стойку опоры в отличии от 260 модели. |

|
ФОРСУНКИ ОЧИЩАЮЩЕЙ ЖИДКОСТИНа станке установлен узел нанесения очищающей жидкости. Для уменьшения остатков клея и прочего мусора на плоскостях заготовок. |

|
УЗЕЛ ПОЛИРОВКИОсуществляет полировку обработанной части кромки. Оснащен 2-мя двигателями: • Мощность: 0,37 кВт; • Частота: 50 Гц; • Скорость вращения: 1400 об/мин; • Диаметр кругов Ø 150 х Ø 22. |

|
ЭЛЕКТРОВЫКЛЮЧАТЕЛИГлавный выключатель для подачи питания (Вкл/Выкл). Выносная кнопка/пульт для наладки и перенастройки станка. Кнопка аварийной остановки на пульте управления и задней части станка. |

|
КОМПЛЕКТ ИНСТРУМЕНТОВКаждый станок поставляется с базовым набором иснтрумента. |

|
ЭЛЕКТРОННЫЕ КОМПОНЕНТЫВысококачественные и надежные электронные компоненты европейского производства Siemens. |

|
ПОЛНЫЙ КОМПЛЕКС УСЛУГГарантия на всё поставляемое оборудование 12 месяцев. Пуско-наладочные работы производятся бесплатно (расходы, связанные с выездом мастера-наладчика за пределы города Алматы, оплачиваются отдельно). Отгрузка оборудования осуществляется со склада в городе Алматы. |
О ЗАВОДЕ
Zaitec Machinery на протяжении 15 лет является одним из самых крупных заводов производителей станков и оборудования для производства мебели в Китае и средней Азии. Со штаб-квартирой и производственными участками в Гуанчжоу и Тайване. Основными продуктами завода являются: автоматизированные кромкооблицовочные станки, форматно-раскроечные станки, а также фрезерно-гравировальные станки ЧПУ.

Отзывы
Добавить отзыв
Сопутствующие товары

270 000

Заказать

2 700
Заказать

8 000
Заказать

40 000
Заказать